What Is a Heat Exchanger Manufacturer? Complete Guide for 2026
In the intricate world of industrial processing, a Heat Exchanger Manufacturer is far from just a hardware vendor; they are thermal designers. As we move through the industrial requirements of 2026, the importance of energy conservation and the reduction of carbon emissions have made heat exchangers the "lungs" of today's industrial plant.
For plant operators and process engineers, the objective is no longer simply transferring heat; it is to achieve maximum heat recovery with a minimum pressure drop. With the help of an experienced heat exchanger manufacturer such as Rahul Engineering Global Pvt. Ltd., you can be assured that your thermal systems are designed for the high-intensity applications of the current chemical, pharmaceutical, and oil industry.
What Does a Heat Exchanger Manufacturer Do?
A heat exchanger manufacturer is a company that produces equipment used for the transfer of heat between two or more fluids. Although the process appears to be straightforward, its implementation in 2026 is complex, involving sophisticated thermodynamics and skilled metallurgy. A competent manufacturer offers the following:
•Thermal Design: Determining the exact surface area needed for a specific temperature.
• Mechanical Engineering: Ensuring the tank is robust enough to resist high pressures and corrosive fluids.
•Material Selection: Selecting materials from stainless steel, carbon steel, or exotic materials such as Hastelloy or Duplex.
•Compliance: Meeting global safety standards such as ASME Section VIII Div 1 and TEMA (Tubular Exchanger Manufacturers Association).
Custom Manufacturers vs. Standard Suppliers: A Comparison
To grasp the significance of custom manufacturing as the norm in 2026, it is essential to examine the differences between specialized manufacturers and "off-the-shelf" suppliers.
1. Custom Fabrication vs. Pre-Fabricated Units
Standard units are commonly designed for water-to-water cooling. But industrial applications never work with "standard" fluids.
•Capability: A custom manufacturer such as Rahul Engineering Global is designed for your fluid's viscosity, fouling factor, and flow rate.
•Value: Although a pre-fabricated unit is less expensive, a custom-designed heat exchanger offers a much higher ROI by preventing energy waste and equipment degradation.
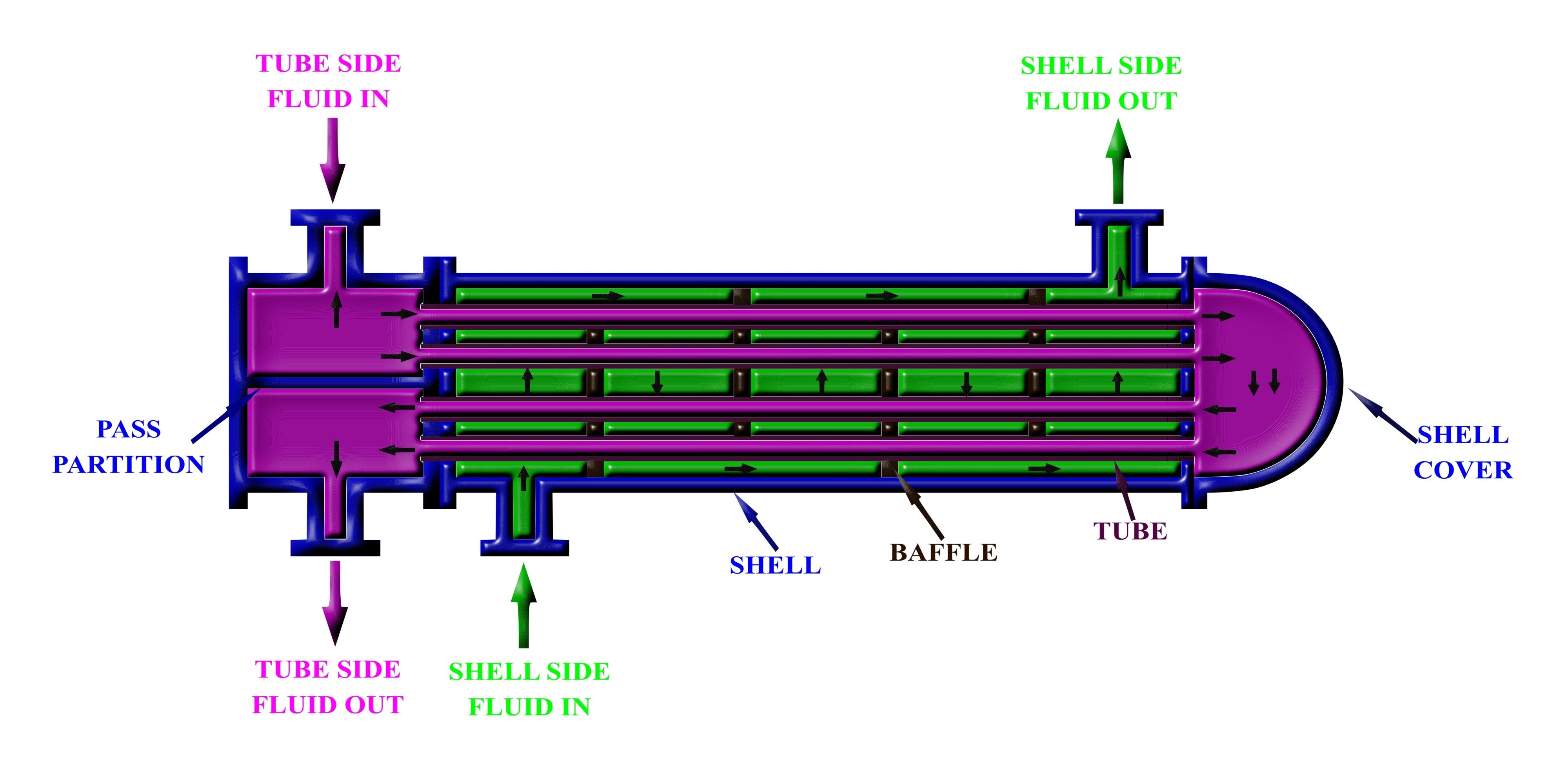
2. Shell and Tube vs. Plate Heat Exchangers
Although they manufacture both, the Shell and Tube configuration is still the "workhorse" for high-pressure applications.
•Durability: Shell and tube heat exchangers are simpler to clean and maintain in an industrial environment compared to plate heat exchangers.
•Versatility: They can operate with a greater temperature difference and are less susceptible to catastrophic failure during pressure surges.
Why Manufacturer Expertise is Important in 2026
The move towards "Green Industry" and Industry 4.0 has changed what constitutes excellence in the production of heat exchangers.
1. Thermal Efficiency & Sustainability
The best manufacturers in 2026 employ AI-powered simulation software to remove "dead zones" in the heat exchanger. By optimizing baffle spacing and tube pitch, the best manufacturers cut the energy needed for pumps, thereby directly reducing the plant’s carbon emissions.
2. High-Pressure Safety & Reliability
Safety standards in 2026 are tighter than ever before. A good manufacturer is a "Safety Shield," leveraging non-destructive testing (NDT) like X-ray and ultrasonic testing to guarantee that every weld is flawless. This helps to prevent dangerous leaks in hazardous environments.
3. Material Advancements
With the advent of more corrosive chemical processes, manufacturers must be metallurgy experts. High-quality materials will help to ensure that the heat exchanger is not prone to stress corrosion cracking, which is the number one reason for early failure in process plants.
Key Features of a Top-Tier Manufacturer in 2026
In assessing heat exchanger suppliers, it is important that they possess the following critical attributes:
•Advanced CAD/CAM Integration: For 3D modeling that enables easy integration with your current plant design.
•In-house Design Capabilities: Capable of performing heat exchanger thermal rating and mechanical design in-house
•State-of-the-Art Fabrication: With orbital welding and CNC tube sheet drilling for microscopic accuracy.
•Comprehensive Documentation: With full traceability for materials and test reports necessary for current ISO audits.
Why Rahul Engineering Global Pvt. Ltd.?
As a leader in the process equipment sector, Rahul Engineering Global fills the divide between conventional heavy engineering and what 2026 requires: digital precision:
•Precision Engineering: We are experts in precision tube-to-tube sheet connections, ensuring leak-tightness.
•Customized Solutions: Every process is different; our team of engineers will design customized thermal solutions that meet your unique footprint and budget requirements.
•International Quality Standards: Our manufacturing unit is designed to cater to the most demanding international quality standards, ensuring your equipment are a reliable workhorse for years to come.
Conclusion
Heat Exchanger Manufacturers are the indispensable partners that every facility needs to optimize their thermal processes. Many may be able to assemble a "metal box with tubes," but very few can provide a high-efficiency thermal solution that translates to profitability.
FAQ: Frequently Asked Questions
Fluids, rates of flow, inlet and outlet temperatures, operating pressure, and allowable pressure drop are required.
Based on the fouling characteristics of the fluid, a complete internal check and cleaning are advised every 12 to 24 months.
Yes! Rahul Engineering Global can often modify an existing heat exchanger by "re-tubing" or optimizing internal baffle patterns to increase capacity without having to replace the entire shell.
Although Stainless Steel (316L) is popular, Duplex Stainless Steel is emerging as the material of choice for 2026 due to its enhanced strength and resistance to chloride-induced corrosion.